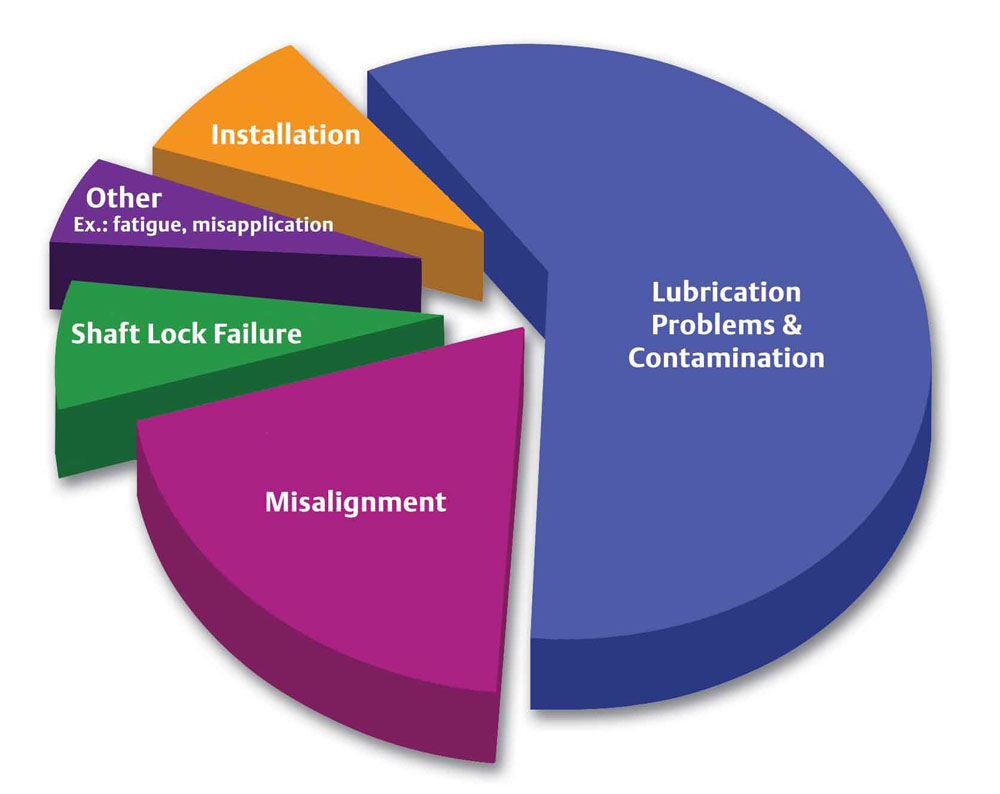
The wheels of industry turn on bearings, so why do the wheels often vibrate, clatter, squeak, drag and overheat? Bearings can fail for lots of reasons. Most failures are related to lubrication and contamination, but myths and misconceptions help perpetuate many easily avoidable problems.
Installation Myth 1
It’s okay to hammer a bearing into position if needed – FALSE. Never strike a direct blow to bearing. A hammer blow can leave dents in the raceway that can cause noise and dramatically reduce bearing life. If installation is difficult, first check the shaft diameter and look for burrs, dirt or corrosion. If needed, use a press to slide the bearing on; apply pressure equally on the face of the inner ring.
Installation Myth 2
Off-the-shelf TGP shafting is the best option – FALSE. It’s much more important to know the shaft’s tolerance range to be sure it meets your bearing manufacturer’s spec for diameter and roundness.
Installation Myth 3
It’s fine to hand-tighten setscrews one at a time – FALSE. Setscrews should be tightened to the manufacturer’s recommended torque. Under tightening can allow the bearing to slip on the shaft. Over tightening can distort the raceway or crack the inner ring.
Use the “half-full/full” rule for tightening setscrews: tighten the first setscrew to half the recommended torque, the second setscrew to the full torque, then go back to the first setscrew and apply full torque.
Application Myth 1
Bearings should not be hot to the touch – FALSE. Normal bearing operating temperatures can range from 80F to 150F, but certain applications may run higher or lower. Most bearings are rated for -20F to 220F, but can be supplied with special grease, seals or heat stabilizing processes that allow them to operate at higher temperatures.
Bearings normally run hotter at startup or right after re-lubrication because excess grease increases drag and friction. Spikes up to 50F are normal at startup, and 30F after re-lubrication. As the rolling elements purge excess grease through the seals, the bearings return to steady-state temperatures.
Application Myth 2
Bigger bearings are always better – FALSE. Bigger bearings with a higher load capacity may show a higher fatigue life, but if the load does not achieve the minimum requirement, the rolling elements can skid along the raceway instead of rolling. This can cause high temperatures, excessive wear, lubrication breakdown and bearing failure.
Application Myth 3
Sealed/lubed-for-life bearings will last forever – FALSE. Bearing life depends on grease life, which is affected by the operating conditions (speed and load) and environment (temperature and contamination). Grease life can be improved with enhanced seals, proper installation and proper grease selection.
Lubrication Myth 1
Re-lubrication once a year is sufficient – FALSE. Start by reviewing the bearing manufacturer’s recommendations. These will give amounts and intervals as starting points, but actual lubrication intervals may vary quite a bit, depending on load, speed, temperature, or environmental conditions.
Applications with higher speeds, temperatures, or heavy contamination sometimes require frequent re-lubrication, possibly weekly or daily. By contrast, a mounted ball bearing in a lightly loaded, low-speed, clean environment may do fine with re-lubrication at 12 to 24 month intervals. Applications may need to be monitored and lubrication intervals/amounts adjusted accordingly.
Lubrication Myth 2
Always add grease until it purges from the seal – FALSE. If you pump grease into the bearing until it purges out the seal, you probably have completely filled the cavity. Excess grease can increase operating temperature and may create enough pressure to blow the seal out. However, in low-speed or dirty conditions, filling a bearing with grease may help improve performance. Application experience will dictate when the entire bearing cavity should be filled.
Lubrication Myth 3
If a bearing makes noise, grease should be added – FALSE. If a bearing is making noise, internal damage has likely occurred. Adding grease may provide temporary relief, but a noisy bearing should be closely monitored and replaced at the first opportunity. The root of the failure should also be investigated.
Your plant’s efficiency may “turn” on your bearings’ good health. If you are not achieving the desired operational life for them, a bearing manufacturer can assist you.
Ian A. Rubin is Director of Marketing, mounted bearings, for Sealmaster, System Plast and Browning-branded products at Emerson Power Transmission Solutions. For information, visit powertransmissionsolutions.com.















Have something to say? Share your thoughts with us in the comments below.